
...this is how you will look if you overdo the Anti-Seize thing!
[...and how I've probably looked a few times...]
Anti-Seize Notes
First uploaded: 7/03 R. Kwas (updated continually, or when the spirit moves me!) [Comments added]
----------------------------------------------
As often as I use and recommend the use of Anti-Seize (AS), the reader might think I sell the stuff! This is not the case...it's just that after having had to deal with lots of rusted hardware on vintage Volvos, and discovering this marvelous stuff of tribology, and its advantages a long time ago, I now wouldn't even think of starting any work without having it on hand. Naturally, "your results may vary" ... also, a word of Caution:
...this is how you will look if you overdo the Anti-Seize thing!
[...and how I've probably looked a few
times...]
Specific Application Notes
K-Factor
Run-In Torque
More Anti-Seize
Application Notes
122 Station Wagon Trailing Arm
Bushings
140 Emergency Brake “Pivot Linkage”
-----------------------------------------------
AS formulations range from copper to nickel to graphite and combinations thereof, and a number of suppliers have fine AS products. Although I prefer the graphite formulations, I believe just about any formulation will bring great benefits to the vintage Volvo wrencher. For a general overview of Loctite's various Anti-Seize formulations, see: http://www.loctite.com/pdf/lt3355c_MRO_Anti-Seize.pdf [This page is currently off line or has been relocated to elsewhere on their site...so I will leave the link here for a while...maybe they will be back...in the mean time, there's plenty of other reading available!]
The last time I Googled on "Anti-Seize", there were upwards of 15,000 hits, so you could surf, and read about it, 'till the cows came home...but so that you don't have to, I've put together what I believe to be the points of interest here.
-----------------------------------------------
Noncritical fasteners: Apply generous amounts, or at least enough to assure complete thread coverage, on either threads of bolt, or into threads of a blind hole.
Critical Fasteners (Headbolts, Lugnuts): Assure complete coverage of clean threads, and also bearing surface of fastener head, or nut as may be the case. Torque to the "oiled bolt" torque specified. In cases where "oiled bolt" is not specified, it must be presumed that the specification given is for "dry" fastener, and so torque should be decreased by the "K-Factor", see below. In the case of standard lugnuts, the threads and also the conical mating surface, which serves to align the wheel should be treated.
High bearing force (low/zero velocity) bearing surfaces (SU jets, ball and socket carb linkages, drive-shaft spline joint, Delrin upper-control arm bushings): Assures smooth and silent movement. Grease alone gets displaced by the high bearing forces...the particulates of AS don't...they stay around and keep lubing...it's a wonderful thing!
Prevention of Galvanic Corrosion (Girling manual Brake adjustors, alloy wheel to steel drum, sparkplugs in aluminum heads): Apply to threads of "wedge-pin" and wedges after cleaning away galvanic corrosion products. I like to fill the entire "wedge-pin"/"wedge" contact volume...it will act as a reservoir as the "wedge-pin" is moved under later adjustments. Alloy wheel on steel drums will also act under galvanic corrosion forces. A thin film it the contact areas prevents this. On later aluminum heads, the sparkplug threads can be severely damaged...totally preventable when AS is used on the threads (Caution: Extra care should be used in the application not to get the [conductive] particulates near the electrode of the plug). On older iron heads, damaged threads are less of a problem, but since sparkplugs are periodically replaced, a dab will nicely protect the threads from wear and allow a smooth and positive fastening.
Lubrication of control cables (Choke, Emergency-Brake, Clutch): Thin out to pouring consistency, and pour into cable while catching any mess. This is obviously a lot easier to do when cables are out of vehicle...that is why I prelube replacement e-brake and clutch cables even before their first installation (hold into a U shape, pour in mix, let dry, install...kind-of like: Lather, rinse, repeat...except a lot messier!).
Stainless to Stainless: Use Anti-Seize on Stainless hardware, especially on the Stainless to Stainless bearing interface of a bolt to nut, which is susceptible to galling / micro-welding. See Reference information: https://en.wikipedia.org/wiki/Galling
-----------------------------------------------
About the mess... a lot of professional mechanics don't use AS because it is messy. In the shop, they figure they don't need it, as they typically also use air tools, which give a huge force advantage sure to remove any fastener (if not remove by loosening, then remove by breaking). Then again, they probably are not going to be the ones needing to loosen the same bolt in ten years...and they are certainly not going to be around with that air-wrench when for instance, you get a flat tire on the road somewhere, and need to remove the wheel with just the on-board tools. Insist on AS on luggies and wheel mating surfaces...it can make the difference between being able to change a flat or not. For cleaning up, waterless hand cleaners are quite effective to keep one from looking like the guy above...
-----------------------------------------------
Because of AS' lubricity (where'zat?), it is possible, actually likely, that a higher fastener torque will be achieved when tightening fasteners. Normally this is not a problem, but on critical fasteners, where torque is measured, and a specified torque is applied, a K-factor adjustment should be made (typically 10-15 % less).

Treated vs. untreated
Source: Loctite Corp. Product Data Sheet Graphite, Aluminum, Copper AS Formula 767, Aug. 87
----------------------
Reprint of Brickboard my "Broken Headbolt" thread posting : http://www.brickboard.com/RWD/index.htm?id=661307
K-factor application...Most fasteners are torqued on using the
judgment of the mechanic and not a torque gauge *...but in
the case of important headbolts, torque specs are given oiled...and this
simplifies things tremendously!
I've spoken with Rich L., Application Engineer with Loctite (he will send me
some bolt tension charts (NLA) for the graphite containing formulations of C5A,
Silver, and Nickel AS products, which relate the dry torques to the lubed
torques...I'll evaluate this when I get it and put something together for SwEm
site Service Notes page) but he confirmed the following: For headbolts, for
which fastening torques are specified for oiled bolts, it is NOT necessary to
adjust (decrease) the dry torquespec given, since "lubed by oil" can pretty much
be, for the purpose of this discussion, considered to be equal to, "lubed by
AS". Soooooooo, torque away...to the numbers given!...Phil's procedure under the
"Engine Assembly/Rebuild Tips Request" post sound just fine to me!
* torque gauge: a gauge which measures the torque applied to a fastener. ANY
wrench is a "torque wrench", since it applies torque...it's a pet peeve of
mine...I just refuse to use and perpetuate unclear nomenclature. Link to:
Torque Notes
----------------------
Special thanks to Loctite Applications Engineer: Rich Lockery Loctite Technical Information Service 800-562-8483 #3, for supplying specific Product Data Sheets. Below is a graph of interest. Note the "Nickel" AS formulation No. 771 also contains graphite, my preferred ingredient .

Oiled vs. AS

Source: Loctite Corp. Product Data Sheet Nickel AS Formula 771, Oct. 84
As a threaded fastener is run into a nut or threaded hole, and before it starts clamping anything between the bearing surfaces of bolt head and nut, the torque which must be applied to turn it is called Run-In Torque. On fasteners and nuts without self-locking features, or brand new hardware, the Run-In Torque is minimal and will typically allow us to spin the two together by hand...and having a bit of Anti-Seize on the threads will help by lubing the threads...
On larger fasteners, or fasteners which are run into threads with self-locking features (i.e. Helicoils, Nylock nuts), or even threaded holes in which the threads are unclean due to debris or rust, or the clamping feature has failed somehow (galling between Helicoil and bolt), or hole is not deep enough (heaven forbid!) to allow the fastener to go in as far as it needs (i.e. generator mounting bosses in B18/20), to list some examples, the Run-In Torque can become significant.
This is no news to experienced mechanics reading this, so more addressed to the casual mechanic: When using threaded fasteners, always assure that the fastener can run free of binding or additional torque, until it is actually applying clamping force! A simple way to verify fastener is actually clamping, when in doubt, or to make absolutely sure, is to try to spin washers after fastener has been torqued. If washers can be spun, there is clearly no clamping force, and this must be checked and remedied! If no washers are present (Example: Vehicle Lug Nuts), assembler should be acutely aware that nuts are spinning on with minimal Run-In Torque, all the way to bearing surface contact (or at least several threads in, and not cross-threaded!) before bringing the assembly to final torque. If high Run-In Torque is experienced, it is always good practice to check this out and understand why it is occurring, especially where there is no self-locking feature (Read: Clean those Threads)!
Recently, I encountered a bolt in a Volvo assembly, which was difficult to remove (high Run-Out Torque) even after breaking the initial holding torque...a wrench was necessary to apply removal torque almost all the way off...was the assembly rusted together?...were the threads somehow bunged or contaminated?
Answer: No, after disassembly and cleaning of the bolt threads and upon closer inspection, a slight discontinuity is observed in the thread. Explanation: Apparently, before the days of chemical threadlockers, it was common practice to modify threads of critical fasteners in such a manner to assure thread-locking and retention action, and this bolt was indeed critical, being located on a 544 Brake-Pedal Assembly. With this thread discontinuity, even if bolt had become loose, the increased Run-Out Torque would have not allowed bolt to back out on its own!
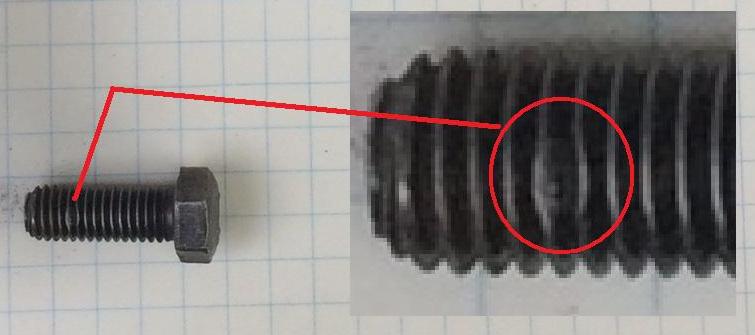
With an intentional thread discontinuity such as this added to a normal bolt (Skurv in
the Volvo PartsList),
Run-In (and more importantly - Out) Torque is increased, and bolt
becomes a Locking Bolt (Klaemskurv).
In the Aeronautical /Aerospace industry, where some sort of self-locking feature is typical on fasteners because of the vibration environment, fastening torque is always specified above, and added to, Run-In Torque, because it is the clamping force which is important!
-----------------------------------------------
More Anti-Seize Application Notes
The most important suggested uses for graphite containing Anti-Seize on your Vintage Volvo: All uses presented here make use of the most important properties of AS. These are:
Here is a short list of recommended usage examples along with AS mechanism which is being exploited:
Rear Tapered Axle / Brake Drum Hub Interface (Mech.1A). The thinnest film will make all the difference in the world the next time it becomes necessary to remove drums for brake service. Machinists might tell you that it interferes with the precision alignment of a tapered shaft joint which is intended to be united clean, and I don’t necessarily dispute that statement from a theoretical point of view, but my vehicles and I live in a dirty, real, practical world, where often one just doesn’t know what mechanic tightened that nut last...and because experience shows that since no torque is specified for the castellated nut, a huge range of clamping forces can sometimes be necessary when trying to separate the two, depending mostly on what kind of a day the last mechanic who tightened the nut had! This is where use of AS makes all the difference in the world!
How does AS work specific to axle-to-drum hub joint? Using AS on the tapered axle to drum hub interface will still allow the precision concentric alignment and stretching which assures proper unification of the parts and safe function, as designed and intended. But the film, containing the stratified graphite particles which easily shear apart, serves as a release agent which never allows the astronomical coefficient of friction in the stretched joint, which occurs when it is not present. It is this coefficient of friction which the puller must overcome to release drum. While the joint is stretched-on with anti-seize at the interface it functions as intended, and when it needs to be separated, the anti-seize simply aides in this.
Link to separate page on Brake Drum Removal, Inspection, Reinstallation.
Manual Brake Adjuster (2C). This is an area where the benefits of the particulate graphite effectively fights the awful effects of galvanic corrosion designed-in by the folks at Girling, when they decided to cast the housing of alu and make the working parts of steel...a match made not in heaven, but elsewhere! Link to Service Notes
Brake Fittings (1B). The threaded fittings are intended to be tightened and lock the bubble flares to their receiving holes in components. The fittings turn, but the flared line is not supposed to, since it is typically formed to run along specific routes. This is accomplished with a slip fit between the two...add to that the fact that these fittings will likely not be touched for a long time, if ever, after installation, and they will typically become united with corrosion in the area of the slip fit. When this occurs, the next time we loosen the fitting with a wrench when replacing the component, there’s a good chance the line will spin right off, making replacement of the line to the next junction back necessary, unnecessarily increasing the scope of the work. Minimize contamination of Brake system by not applying AS from 4 feet away and with a shovel, and observing Keep Out Area!
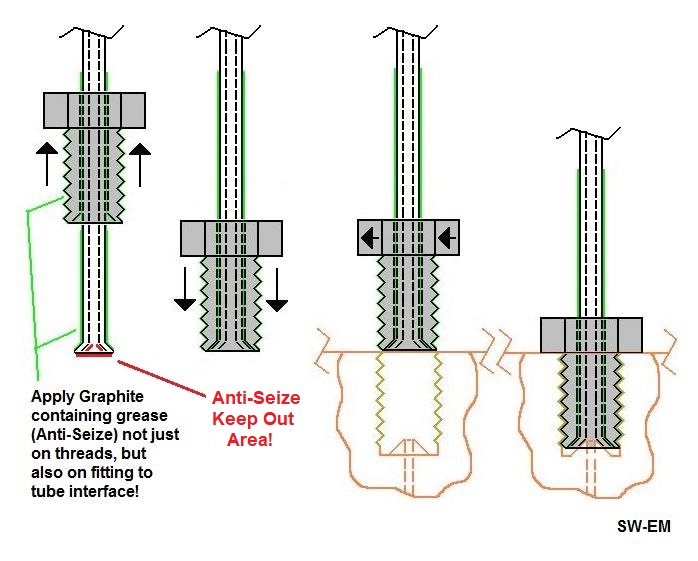
Recommended AS application for Brake fittings.
Bleeding Nipples (1B). Here also, because of the only occasional separation of threads, a film of AS will keep the parts from uniting permanently, turning a simple brake bleeding operation into a major, costly project. I’ve seen recommendations against using it here because it could "contaminate the brake fluid"...I fail to see how this is possible given the unidirectional flow of fluid during the bleeding operation which will inevitably follow!
Lower A-Arm Pivot Bolt on 122 and 1800 Series Vehicles (1C). These bolts pass through a long locating sleeve in the cross-member, and although the rubber of the bushings which isolate the lower A-arm helps in sealing out moisture, they still tend to rust and become one with the bushing. When all else fails (LINK) Trick 17 can be used to remove bolts as a last resort, but it would be a whole lot better if they were installed with AS in the first place!
Temperature Sensing Fitting (1B). This is a similar situation as the nut on the flare fittings of the brake system. The sensing bulb (really the end of the capillary tube) is intended to seat into the head, and the nut is intended to seal and lock it into place by threading into the head. They should not be connected by gasket goop, corrosion or anything else! Link: https://www.sw-em.com/temperature_gauge_notes.htm#best_practice_for_installing_temp_sensing_bulb
122 Station Wagon Trailing Arm Bushings (1C). Once you’ve finally located that nagging rear suspension clunk and decided to replace the Trailing Arm Isolator Bushings (20), you will find it easy to remove nuts (28) from the through bolts (27), but the bolts frozen solid in-place and impossible to remove. Double bolts which pass through tabs extending down from rear axle tube pass through the bushings located within the trailing arm, and these have an aluminim core. This arrangement is unique to the Amazon wagon, and the alu core keeps the tabs from being squeezed and deformed when tightening bolts. This place of dissimilar metals in close proximity is notorious for galvanic corrosion, and often the bolts are all but impossible to remove. I developed and used a trick as a last resort [LINK to Trick 17] for extracting the bolts...it does require sacrificing each bolt by cutting the head off in order to save more important parts from damage. AS used in reassembly will prevent this from ever becoming necessary again!
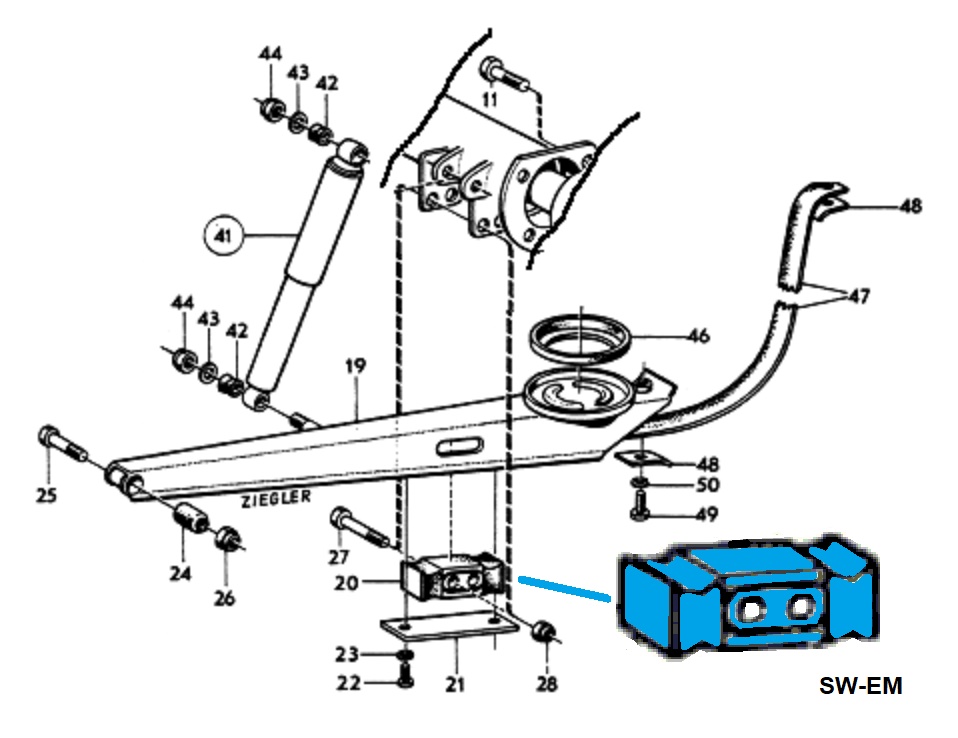
Amazon (wagon) Trailing Arm Detail.
140 Emergency Brake “Pivot Linkage” (2A). This linkage, located at the rear brake backing plate, transfers the pulling action of E-Brake cable into behind the plate to lever apart the shoes and so actuate the mini drum E-Brake. When it freezes solid, E-Brake doesn't work so good. I recommend working AS into the pivot whenever the disc is off and there is access.

Pivot linkage (14) assembly of 140 (so also 1800E/ES) series models,
is susceptible to
rusting solid from lack of, or only occasional use.
Carb Control Cables (2A), and Throttle Linkages (2B). Self-explanatory, no comments required!
Hood Release Cable (2A). Self-explanatory, no comments required!
-----------------------------------------------
The terms Volvo, Loctite, and Girling are used for reference only. I have no affiliation with these company, other than to try to keep their products working for me, and to help other enthusiasts try to do the same. The results presented here are from my own experience, and can be used (or not, and used strictly for your amusement!) at your discretion. As with any recipe, your results may vary, and you will always be in charge of your knuckles and future!
As always, if you can supply corrections, or additional objective information or experience, I will consider it, and consider working it into the next revision of this article...along with likely the odd metaphor and maybe wise-a** comment. You are welcome to use the information here in good health, and for your own non-commercial purposes, but if you reprint or otherwise republish this article, you must give credit to the author or link back to the SwEm site as the source. If you don’t, you’re just a lazy, scum sucking plagiarist...the Boston Globe wants you!
