
SU Carb. Adding Threaded Inserts for Air Cleaner Securing
First Published May 2020, R. Kwas [Comments added]
Preparation for
Installation of Threaded Inserts A (Uninstalled Carbs, using drill-press
manually for alignment)
Preinstallation Checks
Installation of the Heli-Coil into the
prepared Hole
Preparation for
Installation of Threaded Inserts B (Installed Carbs, free-hand
threading, including the TBSGAGB)
Reference Information
Heli-Coils
To use Threadlocker or not to use Threadlocker with Heli-Coils Discussions
Link to SW-EM Tech Article: SW-EM SU Carbs
-------------------------------
Early SU carbs require two bolts to secure the Air-Filter. The associated holes in the Carb Housings are 5/16" clearance through-holes. Nuts for the bolts are loose on the backside of carb Housing, such that when loosened, and not held and controlled, they can drop and be lost (or roll to the exact center of underneath the vehicle, if you've been bad and need punishing!). The later (three Air-Filter bolt) Carb Housings had threaded holes and no loose nuts. It is possible to retrofit early Housings with threads to gain this simplification. Experienced machinists and hands-on types will know of threaded inserts called Heli-Coils, by which this can simply be implemented, and the procedure for installing them. These notes are intended to detail and document the process of installing Heli-Coil brand inserts into a Carb Housing, to help the less experienced non-machinist. Other brands of threaded inserts are available, and there may be variations in the installation procedure, so these notes will be specifically for the Heli-Coil brand as these are the best known, very effective, including fastener retention while subject to vibration, and readily available.
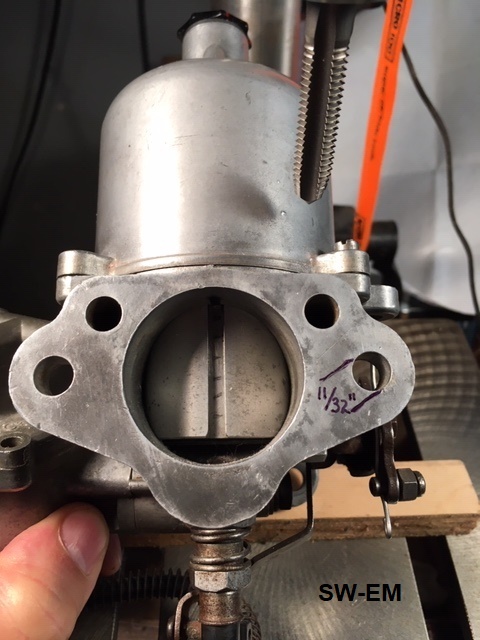
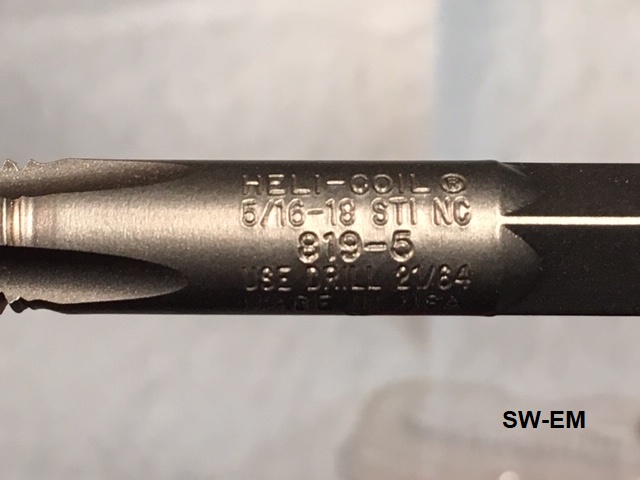
Heli-Coils are designed and intended fit into a hole specially tapped to receive them. The Tap is not a standard tap, but a special size unique to each insert size, and included in their kit (See: Reference Information ). In the case of our 5/16' clearance holes, the plan is to install 5/16-18 threaded insert to receive the Air-Filter bolts. A 21/64" (0.328") is called for....but the original factory air-filter holes intended to pass the 5/16" Air-Filter mounting bolts measure at 11/32" which is already 1/64" oversized! Is this a problem? Answer: No!...this minor amount will thankfully not keep the insert from functioning as designed and intended.
The subject SU HS6, early version (two Air Cleaner securing holes).
Preparation for Installation of Threaded Inserts A (uninstalled Carbs, using drill-press manually for alignment):
Notice: This Procedure has been prepared with the utmost care, and I absolutely stand by it, having used it a number of times, it is however strictly a guide to be used in conjunction with normal, careful shop practice. I cannot be responsible for your specific actions. Work Safely!
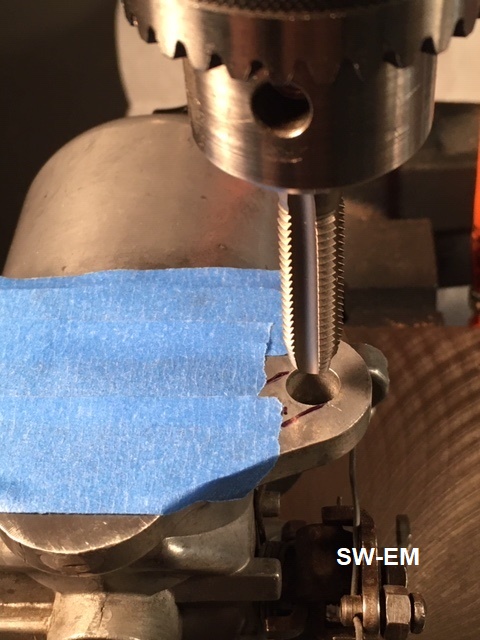
Preparation and Thread Cutting: For Carbs removed from vehicle, the Heli-Coil Tap is installed in a drill-press, and before generating any metal cuttings, all air-filter-face holes except those to be worked on, are taped to prevent the metal cuttings from entering the precision internals of the Carb. With Carb on Drill-press table, air-filter-face up, table is raised to bring Housing close to Tap. The Carb Housing is kept from rotating with a piece of wood clamped onto the drill-press table, behind and next to the Carb Housing edge.
Aluminum alloy is soft and said not to require lubrication during the thread-cutting operation...steak and eggs are tasty and also said not to require any salt...I apply cutting lube (to Tap), and salt (to steak and eggs), just because I can!

The drill-press chuck is lowered and turned CW...ONLY BY HAND! into the Air Filter securing hole...initially the chuck needs to be lowered as if when drilling...once the Tap gets a bite and started with the cutting operation, the Housing will be held from rotating (yet still be allowed to be lifted as the tap in chuck is manually turned will tend to jack-lift the housing up off the drill-press table). Allow this jack-lifting to happen, while continuing to turn chuck by hand...as Tap gets further into the housing, force required to turn chuck will rise but this should not be to very high levels, especially since the drill-press table being perfectly perpendicular to the chuck axis assuring a perfect alignment of the Tap in the hole! Apply another drop of fine or cutting oil (just because YOU can!) and proceed all the way through housing going one half turn forward, one quarter turn back, making the cutting operation slow, unforced and so without any chance of breaking Tap or Housing ear...

Continue to cut threads until Tap protrudes the back side of hole to where Tap is no longer tapered. Back the Tap out of the newly threaded hole manually, and clean away machining chips well. The hole can be deburred and mildly chamfered at this point (to remove for instance, that nasty looking burr). Clean away cutting oil-film well with carb-cleaner or acetone on a cotton-swab.

Preinstallation Checks: Checking Heli-Coil length against the housing depth. The medium length insert for 5/16-18 at 0.469" is just perfectly sized for the job! Installed in the Housing, it will engage a generous 6 threads.

Detail of Heli-Coil in Installation Tool. The end of the Heli-Coil insert visible going across the middle is called the Tang (not to be confused with what the astronauts "took to the moon"!). Heli-Coils are available with and without "Installation Tangs". Installation is similar on both types, but on tanged type, the Installation Tang must be removed after installation is complete (by breaking it away with a pin pushed in, through the ID of Heli-Coil to Tang, and tapped with a hammer to break the Tang away at the V-cut visible (frangible notch). Heli-Coil calls this a TBO tool...see Tom's Heli-Coil Professional Thread Repair Kit under: Reference Information
Installation Tool partially threaded into Heli-Coil. Notice the (vertical) bar feature on Tool. The frangible notch is clearly apparent at 5 O'clock in the coil.

Installation Tool fully threaded into Heli-Coil. The bar feature on the Tool has contacted the Tang, and thereby transmits the CW turning force during installation.

Installation of the Heli-Coil into the prepared Hole:
Insert is threaded onto installation tool.
Insert is threaded into clean, dry hole...some resistance will be evident, but this is modest as the turning feature of the tool, acting on the Installation Tang tends to tighten the coil of the insert, decreasing installation friction...a design feature which aides installation!
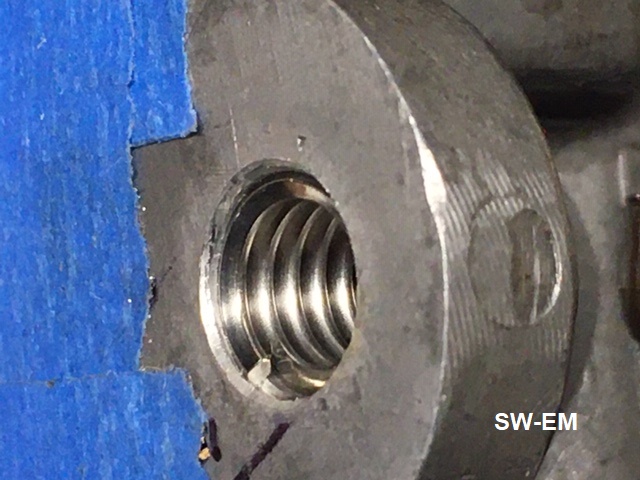
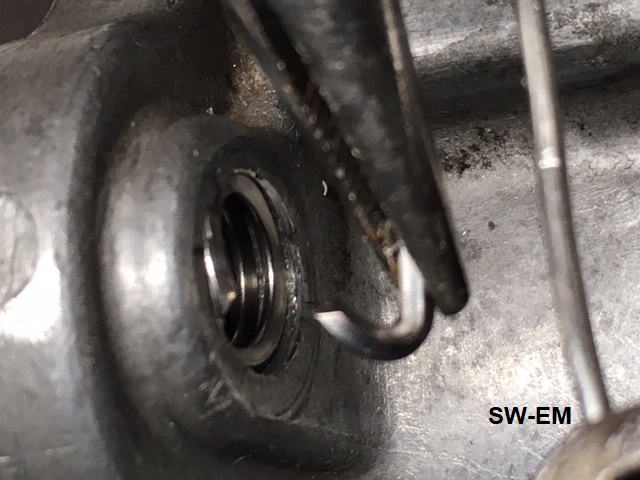
Stop with insertion, when end of insert is just below chamfered opening. Shown here are front-view, as well as rear view, where the end of insert is just about to emerge from the Housing. By selecting and installing the medium (0.469") insert size, we have a maximum number of threads in the Carb Housing. Care should be exercised not to go too deeply, as insert cannot be backed out CCW (that would simply back the Installation Tool out of the Insert), but can (since this hole is open in the back), be run through fully by continuing CW, removed from the insertion tool once out the other side, and the process repeated more carefully, this time stopping as described.

Installation Tang is separated from insert by inserting a drift-pin (sized to just fit through the insert), and smartly tapping the pin with a hammer, thus fracturing the Tang away at the frangible notch.

Installation Tang has been broken away from Heli-Coil, and is removed. [Tip: It's a good idea to account for this piece well, after it is broken away, to make sure it makes it into the trash, and does not find its way into any place more critical in the SU, where it could surely wreck havoc!]
Repeat these steps for the second hole and never utter profanities again (due to lost Air-Filter Nuts anyway)...but the second hole on this particular Carb will be the model for free-hand threading.
--------------------------------
Preparation for Installation of Threaded Inserts B (installed Carbs, free-hand threading):
I have discussed the process of installing threaded inserts with SU expert Tom Bryant, who sometimes does this on the Carbs he reworks. I initially wanted to install the insert with a thread-locking compound, but he pointed out this is just not necessary (Link to: To use Threadlocker or not to use Threadlocker with Heli-coils Discussions). He also noted that most occurrences of wanting to install threaded inserts happen while the carbs are still installed (probably immediately after dropping another Air-Filter Nut, and the associated profanities!). Since I can't disagree with this assertion, preparation for insert installation, of the second Air-Filter bolt hole presented here, was not on a drill-press, which not everyone has access to, and where perfect alignment is guaranteed, but with the Carb mounted back on its wooden display pedestal, simulating the operation while installed in a car. The Heli-Coil Tap was held in a standard handheld Tap-Handle...so this can be called a "free-hand threading" technique!
Tom (being the kind, handsome and highly talented gentleman he clearly is!) was also kind enough to produce and send me a copy of his Delrin TBSGAGB (Tom Bryant Super Groovy Alignment Guide Bushing). for use in "free-hand threading", to help with perfect alignment (see below!)...this guide is not absolutely necessary, but it makes perfect alignment a breeze, and every bit as perfect as the drill-press technique!
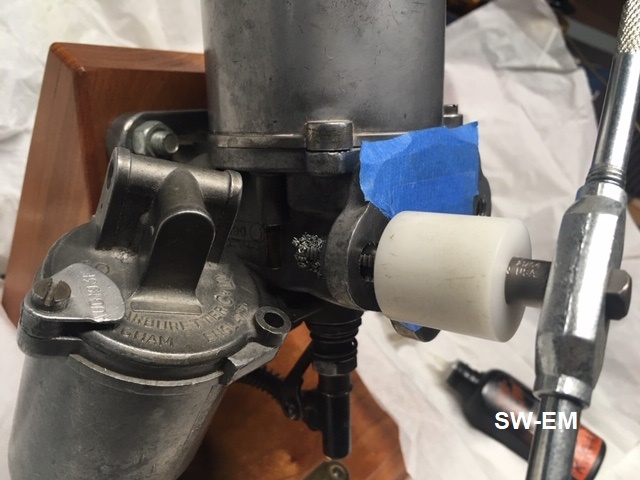
Heli-Coil Tap with TBSGAGB installed, in preparation of threading the second hole. The bushing has a perfectly sized (0.391") clearance hole to just clear the Tap outer diameter, and as it is made of 1" Delrin rod, a big perpendicular footprint with which to align it to the Carb Housing face. Nice, Simple, and Effective!

Applying Tri-Flow oil as a cutting lubricant.

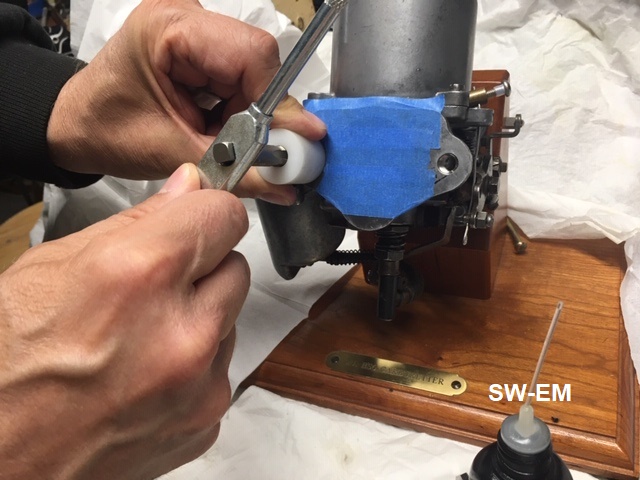
TBSGAGB is firmly held and flat, to the Air-Filter flange, and Tap is slowly run into hole by turning the tap handle...there is little to get wrong!
Once the Tap bites, perpendicularity being assured by the TBSGAGB, continue to turn the handle, as threads are cut, until Tap is beyond the Housing and beyond its tapered section.
When threading operation is complete, withdraw Tap by unthreading and removing. Clean away cutting debris and oil, and install the Heli-Coil in the normal manner as covered above.

Now that we don't have to worry about dropping nuts from the backside, we can mount some more "effective" Air-Filters...and perhaps some other interesting equipment...but details of that are left for another day...

--------------------------------
Links:
--------------------------------
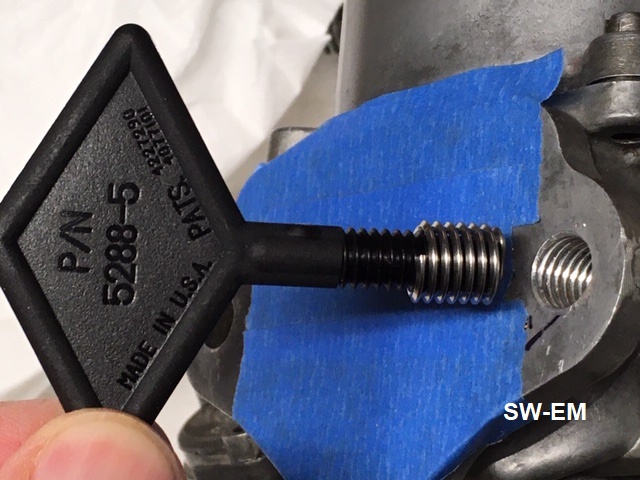
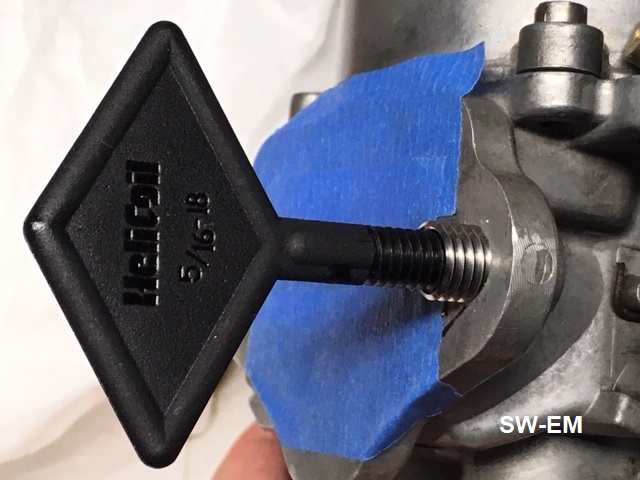
This is the modestly priced Heli-Coil kit (Nr. 5521-5, for 5/16-18) used in these notes. It does not include a Tang BreakOff (TBO) tool, but a simple drift pin will do that job, as shown above. [...and the TBSGAGB has now also been added to my kit!]


---------
The Heli-Coil Tap included with kit and specified for 5/16"-18 insert calls for a 21/64" (0.328") drill, but the drill bit is not used or necessary in this application as the hole is already almost perfectly sized!
---------
Short (0.312"), Medium (0.469"), and Long (0.625") insert versions are all included in this Heli-Coil Professional Thread Repair Kit (PN 5401-5) Tom uses. The medium length is just right for SU Carbs! Also visible is the Delrin TBSGAGB (Tom Bryant Super Groovy Alignment Guide Bushing, not originally part of the kit!), but which he has made to assure perfect alignment when doing this job free-hand, with carbs installed in the car [it works great!]. After having used the guide and seeing how it makes the job more accurate and a lot less "free-hand", I've renamed using the TBSGAGB, the "Ray Charles Technique", because even he couldn't miss with it!
Tom Bryant photo, used with his kind permission.

------------
A good generic explanation of the use, installation, and function of Heli-Coil threaded inserts: http://www.repairengineering.com/Heli-Coil.html
------------
To use Threadlocker or not to use Threadlocker with Heli-Coils Discussions:
https://www.physicsforums.com/threads/use-of-loctite-on-Heli-Coils.426013/
https://www.henkel-adhesives.com/us/en/insights/all-insights/blog/install-helicoil.html
-------------------------------
Thinking of making this simple improvement to your SUs?
UPDATE: I was contacted by Kevin O. inquiring if I had a SW-EM kit with which to make this carb modification. I advised him I didn't, but suggested he get one from the popular auction site, and I would loan him the TBSGAGB to assure good alignment. This was done and now Kevin's SUs no longer need securing nuts...and the car might just possibly be faster due to the weight reduction [he didn't say that...I did!], but he did feedback: "Your technique worked perfectly!"
UPDATE 2: I now have some TBSGAGB available for rent or purchase. Please email if interested!
UPDATE 3: Scott H. writes: "Installation of the Helicoils using the TBSGAGB was very easy; it is certainly the right tool for the job."
-------------------------------
External material sources are attributed. Otherwise, this article is Copyright © 2020-2021. Ronald Kwas. The terms Heli-Coil, Loctite and SU Carb are used for reference only. I have no affiliation with any of these companies other than to use their products, help other enthusiasts do the same effectively, and also present my highly opinionated results of the use of their products here. As far as the name Tom Bryant, he is not my brother in law, or any other relation for that matter, but I've seen his work, linked elsewhere on this site, and it is first rate! The information presented comes from my own experience and carefully considered opinion, and can be used (or not!), or ridiculed and laughed at, or worshipped, at the readers discretion. As with any recipe, your results may vary, and you are, and will always be, in charge of your own knuckles, and future!
You are welcome to use the information here in good health, and for your own non-commercial purposes, but if you reprint or otherwise republish this article, you must give credit to the author or link back to the SwEm site as the source. If you don’t, you’re just a lazy, scum sucking plagiarist, and the Boston Globe wants you! As always, if you can supply corrections, or additional objective information or experience, I will always consider it, and consider working it into the next revision of this article...along with possibly a wise-a** comment.
